


エア漏れ検査サービス|塗装工場の耳に頼らない検査の様子を詳しく解説します!
塗装工場などの現場での、エア漏れ箇所の特定や修理には、非常に労力や時間がかかります。
特に塗装工程が稼働中の場合は、エア漏れ箇所を特定するために、複雑な配管系をひと系列毎に切って確認する必要があり、難しい作業となります。
本記事では、稼働を止めることなく瞬時にエア漏れ箇所を特定できる超音波センサーを使用した耳に頼らない検査について紹介します。
センサーカメラの原理

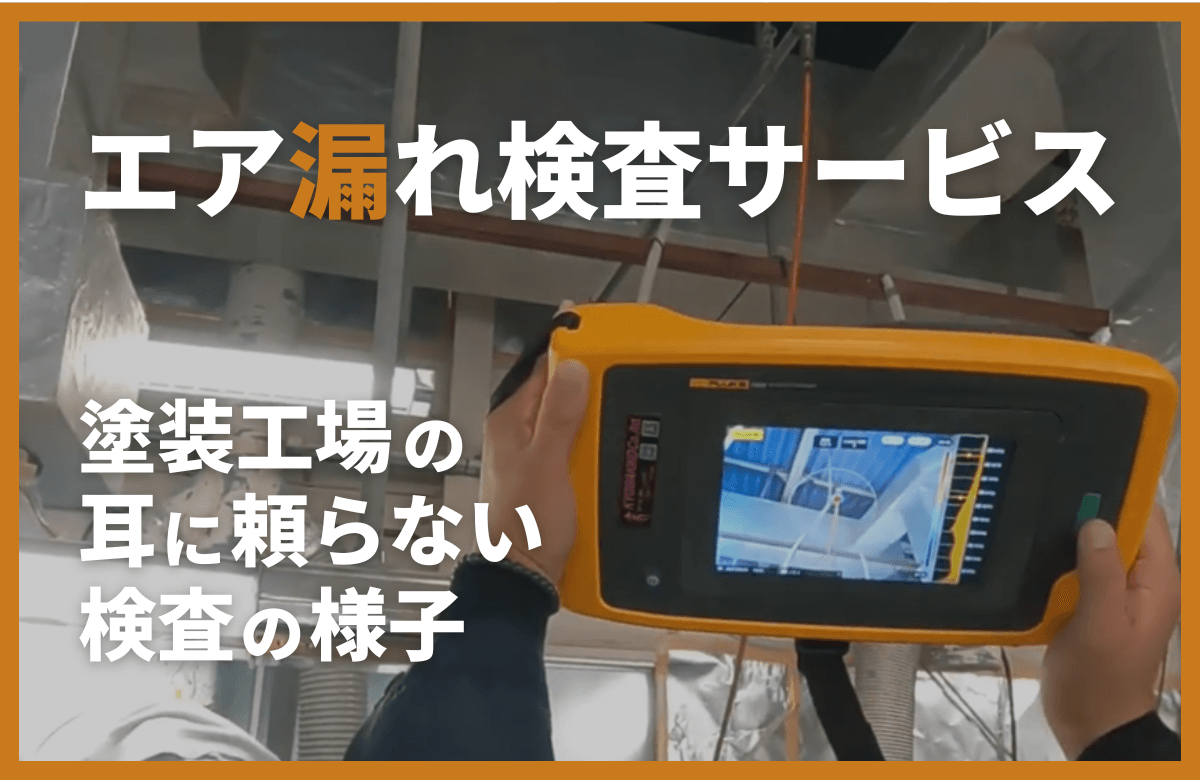
工場内のエア漏れ箇所を検出するために、「Fluke社製高性能超音波センサー」を使用します。
本センサーカメラは、64個の高性能超音波センサーを使用して広範囲にわたり、エア漏れしている個所を、リアルタイムで異常音の有無を調べます。
本装置は、ひまわり配列の64個のデジタルMEMSマイクを付帯しています。
さらに、可視光カメラを搭載しており、マイクとカメラの連動により、エア漏れなどの異常音を、画像上で検出することができます。リアルタイム処理のためのパワフルなプロセッサも有しています。
本装置の機能としては、さらに周波数フィルタリングが可能で、dB値と音の強さのマッピングなどの機能があります。
センサーカメラの周波数レンジ調整

エア漏れの異常音は、異常温度が検知されるより早期の段階で発生するので、キーとなるポイントです。
本装置では、設置型の超音波ソリューションによって、プロセスや設備の音響情報の変化を可視化し、異常検知が可能となります。
今回の塗装工場では、超音波センサーカメラを取り出し、現場にかざすことによって調査していきます。
本センサーカメラでは、キャッチできる周波数をレンジ帯により、自由に選択可能なので、工場内の現場に応じて、周波数のレンジ帯を変更できます。このため、まずエア漏れはしていない箇所で、周波数のレンジ帯を選択します。
多数のマイクにより、騒音のある環境下でも、圧縮空気システムの空気、真空漏れ箇所などを正確に検出できます。
塗装工場におけるエア漏れ箇所の発見・特定

本動画では、エアー配管の流量を調整して、エア漏れが起こっていないことを確認するとともに、最適な周波数のレンジ帯を選択します。その後、工場室内全体に本センサーカメラを向けていきます。
バックグラウンドの騒音を除去して、漏音の周波数を分離する機能があるため、エア漏れの周波数は簡単に特定できます。7インチのLCDタッチスクリーンに可視画像と重ねて表示することができ、エア漏れ箇所を特定するのに役立ちます。
工場室内全体に本センサーカメラを向けると、「エア漏れ箇所」が画面上で赤色となり、表示されます。
その後は、この赤色の箇所が画面上で大きくなるような向きに向けて、さらに観察を続けると共に、エア漏れ箇所に、現場の状況に注意しながら近づいていきます。
当該エア漏れ箇所への対応

最後に、エア漏れ箇所の特定・対応を行います。工場内には、配管が複雑に配置されていることもあり、最終的なエア漏れ箇所の特定がかかせません。
エアー配管が2本並行しているような場所では、できればどちらかのエアー配管を止めて、どちらの配管系に問題があるかを特定します。
エア漏れ箇所に到達すれば、その原因(配管シールの不足など)を特定して、修理すれば完了となります。
本装置では、エアーリークを早期に検知してこれを補修することによって、圧縮エアーのエネルギー消費量を低減し、設備コストを節約できます。
また、空気漏れの修理が必要な箇所を迅速に簡単に特定できるため、稼働効率を維持しながら光熱費の削減にも貢献します。
まとめ
「Fluke社製高性能超音波センサー」を使用する、耳に頼らない検査について紹介しました。
本装置は、高性能センサーと装置カメラが連動しており、リアルタイムに工場内のエア漏れ箇所を特定できます。
稼働効率を維持しながら光熱費を削減できるエア漏れの可視化技術を、ぜひお試しください。